 |
| ÚJ IRÁNYZATOK A MŰSZER ÉS MÉRÉSTECHNIKÁBAN |
ANYAG- ÉS FESZÜLTSÉGVIZSGÁLAT MÁGNESES BARKHAUSEN-ZAJ MÉRÉSÉVEL
A
roncsolásmentes vizsgálati eljárások alkalmazásában az elmúlt évtizedben
új irányzat figyelhető meg. Míg korábban ezen eljárásokat csak
az anyaghibák felderítésére, illetve anyagkeveredésnél használták, újabban
fokozottan jelentkezik igény az anyagszerkezet és feszültségállapot roncsolásmentes
vizsgálatára is. Így került a figyelem előterébe a mágneses
Barkhausen-zaj mérésén alapuló eljárás. Ezen mérési eljáráson alapuló
vizsgálatok és műszerek fejlesztésére alakult meg 1991-ben a
METALELEKTRO Kft.. A cikkben az elmúlt évek során végzett vizsgálatok eredményein
keresztül mutatjuk be a mérési eljárás alkalmazásának területeit.
Ferromágneses
anyagok átmágnesezésekor a mágneses tér változása során az átmágneseződés
nem folyamatosan, hanem sok apró ugrással megy végbe. Ezek az ugrásszerű
átfordulások egy megfelelően elhelyezett külső mérőtekercsben
elektromos feszültségváltozásokat hoznak létre.
Ezeket a nagyfrekvenciás elektromágneses és akusztikus válaszjeleket
nevezik mágneses, illetve akusztikus Barkhausen-zajnak (MBN, ill. ABN). Ezen
zajok nagysága, és számos jellemzője függ az anyag szerkezetének a tökéletestől
való eltérésétől és/vagy a vizsgált anyagrészre ható mechanikai
feszültségtől [1]. A MBN döntően a vizsgált anyag felső, néhány
tized mm vastag rétegéből származik.
Az MBN mérésére szolgáló mérőberendezések mérőfejből és központi egységből állnak. A METALELEKTRO Kft. általános célú mérőberendezései hagyományos és számítógép vezérlésű, laboratóriumi és terepen végzett mérések céljára alkalmas kivitelben egyaránt készülnek. A különböző átmágnesezési frekvenciák lehetővé teszik a mozgatott mérőfejjel végzett méréseket is. Elektronika gondoskodik arról, hogy a vizsgált anyagrészre ható mágneses tér nagysága független legyen a mérőfej és az anyag közötti légréstől, ily módon lehetővé téve a vizsgálatokat festett vagy rozsdás felületeknél is. Szűrők szolgálnak arra, hogy a vizsgálat mélységét 0.05 - 0.8 mm között megválaszthassuk. Az MBN-nek nemcsak középértéke mérhető, de a jelalak jellemzése is lehetséges, ami különösen anyagszerkezet vizsgálatnál előnyös [2]. Az általános célú műszerek mellett egyedi célra készülékeket is kifejlesztettünk. Ezen készülékek részben szabadalmaztatás alatt álló eljárásokat alkalmaznak. A készülékek alkalmazását különböző kiegészítők könnyítik meg: útjeladók, mérőfejmozgatók. Mérőhelyváltóval közel egyidejű mérések végezhetők akár 26 mérőfejjel is (1. ábra).
|
1. ábra. A STRESSTEST 20.01 Q számítógéppel egybeépített általános célú MBN mérőműszer (a) és különböző általános és különleges mérőfejek (b)
 |
*METALELEKTRO Kft.
A
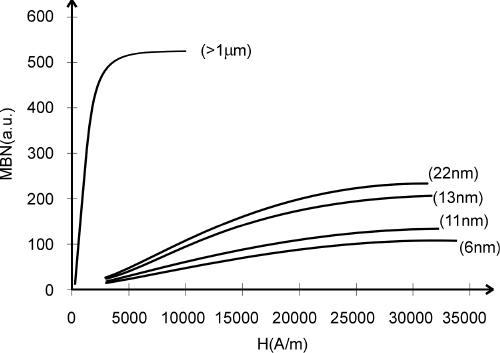
ferromágneses anyagok mágneses szerkezete és az átlagos szemcseméret között
olyan kapcsolat van, mely alkalmassá teszi a mérési eljárást az átlagos
szemcseméret meghatározására. A mágneses szerkezetet (doméneket) megkötő
karbidok és grafit szemcsék a kiválással keményedő anyagok, illetve öntvények
minősítésére adtak lehetőséget. A vizsgálati eljárás érdekes
alkalmazási területének bizonyult a ferromágneses fázisok változásával járó
fázisátalakulások egyidejűleg történő mérése.
A
hagyományos szerkezeti anyagok mellett az anyagtudomány fejlődésével
megjelenő újabb anyagok, így a fémüvegek, vékonyrétegek és nanokristályos
anyagok vizsgálatában is eredményesen alkalmazható eljárásnak bizonyult az
MBN mérése. A vizsgálatot a Debreceni Egyetem (volt KLTE) Szilárdtestfizikai
Tanszék munkatársaival közösen végeztük (2. ábra) [3]. Gyakorlati
szempontból különös jelentőséggel bír a vasúti sínek futófelületének
vizsgálata, melynek során MBN méréssel a hullámos kopás kialakulását
tanulmányozzuk [14].
2. ábra. Összefüggés az MBN és a gerjesztő tér nagysága között a szemcseméret függvényében
 |
Új
acélszerkezeteknél a szerkezethez használt anyagból készült próbatesten kéttengelyű
feszültség állapotban laboratóriumi kalibráló méréssel a szokásos módon
határozható meg a zaj feszültség függése [4]. Ezt követően a
szerkezet bármely pontjában két, egymásra merőleges irányban végzett
mérés eredményéből számítással meghatározhatók a síkbeli főfeszültségek.
Számos
esetben azonban nincs lehetőség próbatest készítésére, pl. régi
hidaknál. Ezért kidolgoztunk egy eljárást a vizsgálandó szerkezeten is elvégezhető
helyszíni kalibrálásra. Ennek lényege, hogy a szerkezetben pl. próbaterheléssel
feszültség változást hozunk létre, melynek nagyságát a kiszemelt
szerkezeti elemen pl. nyúlásmérő bélyeggel mérjük. Ugyanott elvégezve
az MBN mérését előállíthatjuk a kalibrációs görbét.
4.2.1 Termikus feszültségek
Változó
keresztmetszetű anyagok különböző helyeinek eltérő sebességű
hűléséből származó maradó-feszültségekre példa a vasúti sín
gyártási maradófeszültségének meghatározása. Alkalmaztuk az eljárást
pl. gyorshűtéssel előállított amorf ötvözetek, a fémüvegek gyártási
maradófeszültségeinek meghatározására is [6].
4.2.2 Maradófeszültségek hegesztéseknél
A
hegesztési eljárás megválasztása alapvetően befolyásolja a szerkezet
hegesztési maradó feszültségét. Nagy méretű mintadarabokon végeztünk
X, V és I varratú próbahegesztéseket, melyeknél tanulmányoztuk a heganyag
lerakási sorrendjének hatását a feszültségállapotra, és az eredmények
alapján választottuk ki a legjobb hegesztési eljárást [7].
4.2.3 Felület-megmunkálási eljárások
A
gépiparban alkalmazott felületalakító eljárások - esztergálás, köszörülés
- mellett a felületkeményítő eljárások, mint a görgőzés, sörétezés,
indukciós edzés, lézeres átolvasztás stb. feszültség-hatását is vizsgáltuk.
Ezen vizsgálatok a fenti eljárások minőségellenőrzésére alkalmas
ellenőrző módszerek kidolgozásához vezettek.
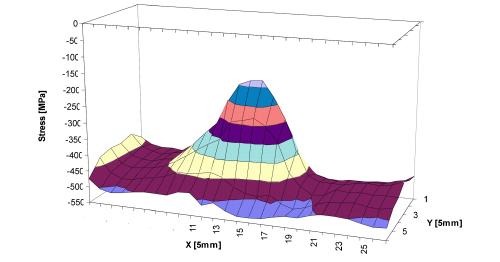
Plazmaszórásnál
a felszórt kerámia réteg feszültségére, ezzel a bevonat minőségére,
a hordozó ferromágneses alapanyagon végzett mérésből lehetett következtetéseket
levonni (3. ábra) [8]. A vizsgálatokat a BME Gépipari Technológia Tanszékével
közösen fejlesztett számítógéppel vezérelt letapogató rendszerrel végeztük.
 |
4.3 Külső erőkből származó feszültségek meghatározása
4.3.1. Lemezszerkezetek vizsgálata
Az
MBN mérésével természetesen lehetőség van külső erőkből
származó feszültségek és feszültség változások meghatározására is.
Lehetőség van egyes gyártási folyamatok hatásának vizsgálatára: a mérési
eljárással például egy Duna-híd különböző építési és szerelési
lépéseinek feszültségállapotát lehetett tanulmányozni [9].
4.3.2. Rácsos tartók vizsgálata
A
rácsos tartó rúdjában ébredő erő meghatározása a szerkezet erőegyensúlyának
ismerete szempontjából fontos. Kidolgoztunk egy olyan vizsgálati eljárást,
mely a rácsos tartó gyártási és szerelési sajátfeszültségeit kiküszöbölve
a rúdban ébredő erő meghatározására alkalmas. Különböző
életkorú és igénybevételű rácsszerkezeteken jelenleg is folytatunk
olyan vizsgálatokat, amelyek célja e szerkezetek erőegyensúlyának időbeni
változásának megfigyelése [5].
|
4. ábra. A RailScan készülék mérés közben |
|
|
4.3.3. Hézagnélküli vágányok semleges hőmérsékletének mérése: RailScan Hézagnélküli
vágányokban a korlátolt hőtágulás (dilatáció) miatt a semleges hőmérséklettől
eltérő hőmérsékleteken akár a biztonságot is veszélyeztető
feszültségek is keletkezhetnek. A
Magyar Államvasutak Rt-el közösen kidolgozott mérési eljárás a korábbi módszerektől
eltérően forgalom alatti pályán is elvégezhető. Az összehasonlító
mérések az eljárás kellő pontosságát igazolták (4. ábra) [5]. A
RailScan műszerek alkalmazását ma már számos európai vasút bevezette. 4.4 Feszültségcsökkentő eljárások vizsgálata Több
esetben alkalmaztuk az MBN vizsgálati módszert különböző maradófeszültségek
csökkentésére szolgáló eljárások hatásának ellenőrzésére például
csővezetékeken, tartályokon [7]. |
 |
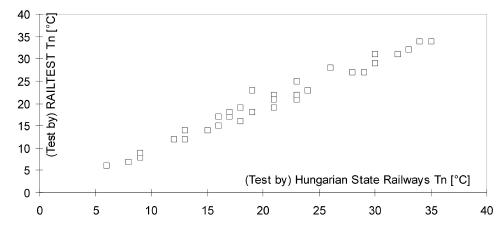 |
5. ábra. Összefüggés a RailScan és a MÁV Rt. (roncsolásos) semlegeshőmérséklet (Tn) mérései között
A
vizsgálati eljárás legtöbbet ígérő területe a fáradási folyamat
vizsgálata, a várható élettartam meghatározása. Fizikai alapja, hogy egy
adott igénybevételnek leginkább megfelelő alkatrész jellemző
mikroszerkezettel és maradófeszültség állapottal rendelkezik. Újkori állapotában
végzett mérések ezért összefüggnek a várható élettartammal, míg a fárasztás
folyamata a végbemenő szerkezetváltozások (hibák számának növekedése)
és feszültség változások miatt válik mérhetővé.
Ciklikus
fárasztás során a MBN változása
két folyamat eredménye: egyrészt a növekvő számú hibák miatt nő
a MBN feszültségérzékenysége, másrészt változik a maradófeszültség állapot.
Az igénybevétel során meginduló mikrofolyások, képlékeny alakváltozások
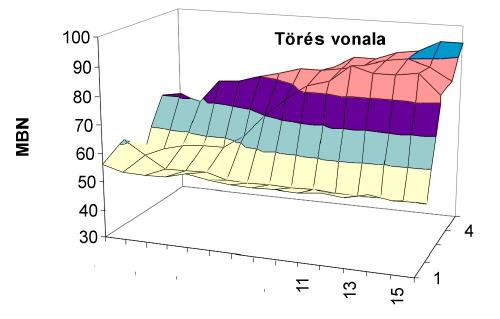
hatnak az MBN-re. Fáradásos
töréshez vezető folyamat az MBN eloszlás változásának mérésével
nyomonkövethető, a törés előtti állapotra jellemző MBN eloszlás
megfelelő kísérletsorozattal határozható meg (6. ábra).
 |
6. ábra. Diesel motor főtengely csapjának törése és a törés környezetében kijelölt mérési mátrix, valamint a MBN eloszlás
 |
A
MTA Atomenergia Kutató Intézetével közösen reaktor anyagokon végeztünk
vizsgálatokat. Ezek eredményei mind sugárkárosodásra mind termikus fáradásra
a mérési eljárás alkalmazásának lehetőségét vetítik előre
[10] [15]. A repülőgépek hajtóművében alkalmazott INCO anyagokon
végzett mesterséges öregedés vizsgálatok MBN mérési eredményei kiválóan
alkalmazhatónak bizonyultak a tényleges alkatrészek vizsgálatánál is
[13] .
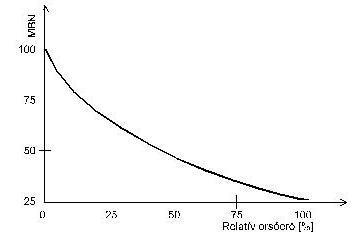
| A
Közlekedéstudományi Intézettel együttműködve dolgoztuk ki nagyszilárdságú
feszítőcsavarok orsóerejének a csavarkapcsolat megbontását nem igénylő
mérési eljárását. A csavarfej feszültségállapotának vizsgálatán alapuló eljárás az idővel változó súrlódási együtthatótól független mérési módja az orsóerőnek (7. ábra) [11]. |
 |
|
7. ábra. Jellegzetes összefüggés a csavarfejen mért MBN értékek és az orsóerő között |
|
 |
8. ábra. BoltStress műszer kalibráló mérés közben |
6.2. Gépjárművek alvázszámának vizsgálata: VINTEST
|
9. ábra. Vintest alvázszámvizsgáló műszer |
 |
A gépjárművek alvázszám-hamisítás vizsgálatára fejlesztettük ki 1994-ben az ORFK szakmai támogatásával a VINTEST eljárást. A vizsgálat részben azon alapul, hogy az alvázszámok hamisítása az alvázszámot hordozó lemez mechanikai-feszültségállapotának megváltoztatásával jár [12]. A hamisításra az MBN mérése alapján működő VINTEST készülék mérési eredményéből következtet a szakértő. Az eljárás a gépjárművek eredetiségvizsgálatának bevezetésével széles alkalmazási körre talált.
6.3.MBN mérése az oktatásban: STRESSTEST STUDENT
A
vizsgálati eljárás viszonylag egyszerű, gyors és gazdaságos jellege kínálja
a lehetőséget az oktatásban való alkalmazásra. A METÁLELEKTRO Kft.
1992-ben a célnak megfelelően egyszerűsített kivitelű készüléket
hozott forgalomba. A készülék számos kísérlet bemutatására alkalmas, a
zaj hallhatóvá tételével pedig az eredeti, 1917-es Barkhausen kísérlethez
tértünk vissza.
A különböző
feszültségek vizsgálatán túl további jelenségekhez - mágnességtan,
anyagszerkezet - vizsgálatára is alkalmas a STUDENT oktatási készlet. A
felhasználókat saját kísérleteik megtervezéséhez műszerkönyv segíti.
 |
10. ábra StressTest Student készlet |
Az
MBN mérése az anyag- és feszültségvizsgálat széles körében kínál
eredményes alkalmazási lehetőségeket. Mind a kutatásban egyes
folyamatok jobb megismerésére, mind az iparban a minőségellenőrzésre,
és újabban az oktatásban számíthatunk az eljárás elterjedésére annak
roncsolásmentes, gyors, gazdaságos jellege miatt.
A METALELEKTRO Kft. együttműködve az egyes szakterületek hazai és külföldi kutatóintézeteivel és szakembereivel az MBN mérés műszereinek és vizsgálati eljárásainak fejlesztésével kíván a várható feladatoknak megfelelni. A cégnél kidolgozott számos újítás, megvalósult ötlet és a cégnél alkalmazott, ISO 9001 szabványnak megfelelő minőségbiztosítás együtt eredményezi a műszerek széles piacon történő versenyképességét, Európában és tengeren túl egyaránt.
Posgay György- DR. Molnár Péter
Posgay György
1119.Bp. Thán K.u. 3-5
Tel/fax.: 203-0387
E-mail: metalelektro@mail.datanet.hu
http//www.datanet.hu/metalelektro
IRODALOM:
[1]
Posgay György: Mechanikai feszültség vizsgálata mágneses
Barkhausen-zaj mérésével,
Anyagvizsgálók lapja, I. évf. 1. sz. 1991 pp. 26-28
[2]
Posgay György: A Barkhausen-zaj komplex vizsgálata, Anyagvizsgálók
lapja, II. évf. 2. sz.
1992 pp. 57-59
[3] Daróczi,
L., Beke, D.L., Posgay, G, Yhow, G.F., Bakker, H.: Production and Magnetic
Properties of Nanocrystalline Fe and Ni, Nanostructured
Materials 2, 515 (1993).
[4] Posgay György, Dr. Imre Lajos:
Barkhausen-zaj mérésen alapuló feszültségvizsgálat alkalmazása hidaknál
és nagy acélszerkezeteknél, Közlekedésépítés- és Mélyépítéstudományi
Szemle XLI.évf. 1991. 3. szám, pp. 104-109
[5] METALELEKTRO
Kft., MÁV Rt.: Eljárás tartókban ébredő erők, így hézagnélküli
vágányok semleges hőmérsékletének roncsolásmentes meghatározása,
szabadalmi eljárás alatt
[6]
Posgay, G., Kiss,S., Tóth, F.I., Popovics, L.: Experiments on Barkhausen
Noise in Fe-Co Based Metallic Glasses, Digests of the International Symposium
on
Magnetismof Amorphous Materials, Balatonszéplak 30/09-04/10 1985 pp.
38-39
[7] Posgay , G. et al.: `Examination
of residual stress in welded structures by measuring Barkhausen noise` OIAZ,
Vol. 135, No. 7-8. (1990) pp. 363-366
[8] Molnár P., Dr Takács J., Dr
Buza G., Posgay Gy.: Nondestructive method for investigation of plasma sprayed
coatings, 6ECNDT Nice 94 , Tome 2, pp. 1225-1227, 1994
[9] Posgay, Gy., Imre, L.: Stress
examination of bridges using Barkhausen noise measurement, 6th ECNDT Nice, Tome
1, pp. 297-301, 1994
[10]
Gillemot, F., Oszwald, F., and Posgay, G.,: Mechanical and Nondestructive
Testing of Irradiated Half Charpy Specimens, Radiation Embrittlement of Nuclear
Reactor Pressure Vessel Steels, ASTM STP 1170, 1993, pp. 209-217
[11]
Imre,L., Posgay,G.: A Magnetic Method for Testing of High Strenght Bolts,
Proc. of International Bridge Conference, Warsaw, 1994
[12]
Posgay,G., Molnár,P., Molnár,G., Varga,F., Pesz,J.: 769, Barkhausen
Noise Measurement in the Criminology, 12th Danubia-Adria Symposium on
Experimental Methods in Solid Mechanics, 05-07/10, 1995, Sopron, pp. 137-138
[13]
Pirfo, S., Posgay, G., Gillemot, F., Uri, G. Evaluation Ageing of
Aircraft Parts by non-destructive Testing, CI Hungarian Days of Aeronautical
Sciences, Budapest, Hungary. June 5-7, 1996.
[14]
Takács, N., Posgay, G., Beke, D., Harasztosi, L., Molnár, P.,
Comparison between the Magnetic Properties of Ball Milled Nanocristalline
Perlitic Steel and the Running Surface of Rails in High Speed Railway Tracks, 15th
World Conference on Non-Destructive Testing Róma – 15-21 October 2000 (elfogadva)
[15]
Posgay, G., Molnár,
P., Gillemot, F. Barkhausen testing of steamgenerators at NPP Paks, Joint EC
IAEA specialists meeting on NDT Methods For Monitoring Degradation, Ed. U. von
Estorff, L.M. Davies, P. Trampus, Petten, The Netherlands, 10-12 March, 1999,
pp. 221-228.
![]()
A laprendszer készítője: UFE Bt.